Lo que en muchos apuntes aparece como modelo de Wilson formulas es, en realidad, el enfoque clásico para decidir cuánto pedir de un producto y cada cuánto reponerlo. Su valor no está solo en la matemática: ayuda a reducir costes de pedido y de almacenamiento, y eso se nota en el margen, en la caja y en la organización del stock. En gestión empresarial, esta lógica sigue siendo útil porque obliga a tomar decisiones con números y no por intuición.
Lo esencial para entender la cantidad económica de pedido
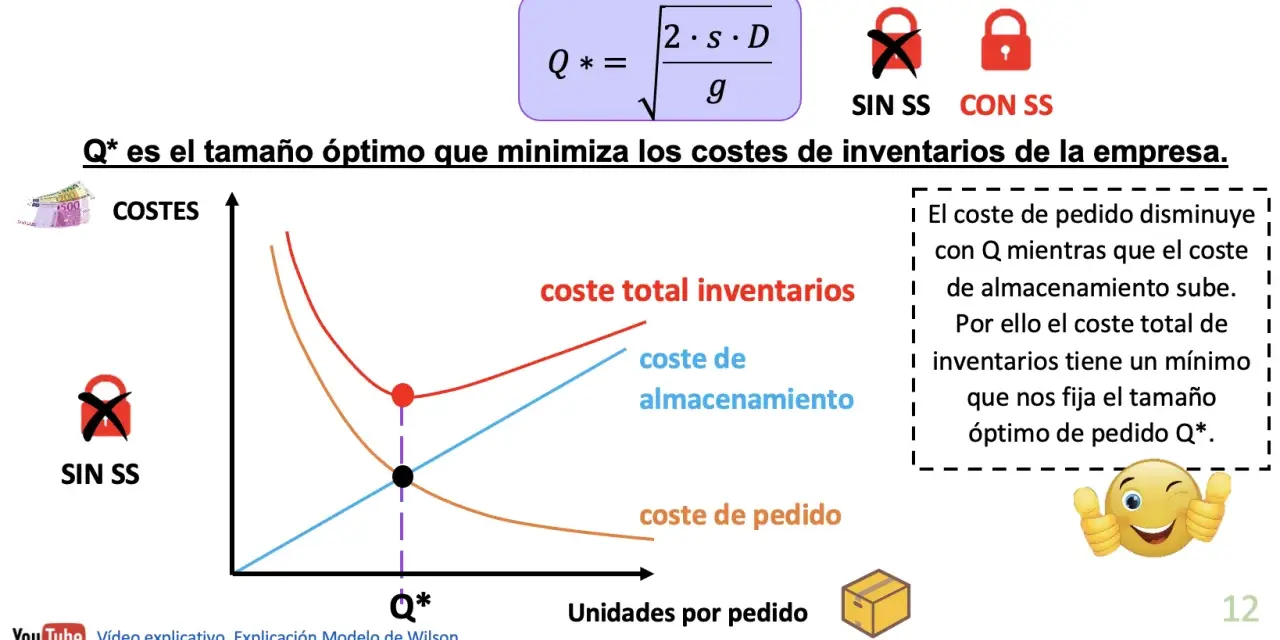
- El modelo de Wilson busca equilibrar coste de pedido y coste de mantenimiento del inventario.
- Su fórmula base permite calcular la cantidad óptima de pedido con datos muy concretos: demanda, coste por pedido y coste de almacenaje.
- Funciona mejor cuando la demanda es estable y los plazos de reposición son previsibles.
- En una empresa, no solo ordena compras: también mejora el uso del espacio, la tesorería y la planificación.
- Si hay descuentos por volumen, demanda estacional o rupturas frecuentes, conviene complementarlo con otros métodos.
Qué problema resuelve en la empresa
Yo suelo resumir el modelo de Wilson de una forma muy simple: cuánto más pides, menos veces compras; cuánto menos pides, más veces compras. Esa tensión tiene un coste en ambos extremos. Si haces pedidos pequeños, multiplicas los costes administrativos y logísticos. Si haces pedidos grandes, inmovilizas más dinero y ocupas más espacio de almacén.
La gracia del modelo está en que no intenta adivinar el futuro ni hacer una planificación compleja. Lo que hace es buscar el punto de equilibrio entre esos dos costes para que el total sea mínimo. Por eso encaja tan bien en compras, aprovisionamiento y control de stock: convierte una decisión operativa en una decisión medible.
En la práctica empresarial, eso tiene tres efectos muy claros: menos improvisación, mejor uso del capital circulante y más control del nivel de servicio. Si el producto se mueve con regularidad y los datos son razonablemente estables, este enfoque sigue siendo una herramienta sólida. Con esa base, el siguiente paso es ver la parte matemática sin perder de vista qué significa cada variable.
Cómo se calculan sus fórmulas sin perderte entre símbolos

La fórmula principal
La expresión más conocida del modelo es:
Q* = √(2DS / H)
Donde Q* es la cantidad óptima de pedido. La interpretación es directa: si la demanda sube o el coste de hacer pedidos aumenta, el lote óptimo tiende a crecer; si el coste de mantener stock aumenta, el lote óptimo tiende a bajar.
| Variable | Significado | Unidad habitual |
|---|---|---|
| D | Demanda anual del producto | Unidades al año |
| S | Coste fijo de realizar un pedido | Euros por pedido |
| H | Coste de mantener una unidad en stock durante un año | Euros por unidad y año |
| Q* | Cantidad económica de pedido | Unidades por pedido |
La lógica del coste total
La fórmula sale de minimizar el coste total anual del inventario. En su versión más habitual, ese coste se escribe así:
CT(Q) = (D/Q) × S + (Q/2) × H
El primer término recoge el coste de emitir pedidos durante el año. El segundo refleja el coste medio de tener stock, que se calcula sobre la mitad del lote, porque el inventario va bajando desde Q hasta 0 entre un pedido y el siguiente. Si el precio unitario de compra es constante, ese precio no altera la cantidad óptima; solo suma al coste total final.
Lee también: Estructura Funcional - ¿Cuándo es clave para tu empresa?
El punto de pedido no es lo mismo que el lote óptimo
Esta confusión es muy común. Q* te dice cuánto pedir. El punto de pedido te dice cuándo lanzar el pedido. La fórmula simple es:
Punto de pedido = demanda diaria × plazo de entrega
Si añades stock de seguridad, la expresión pasa a ser:
Punto de pedido = demanda diaria × plazo de entrega + stock de seguridad
La diferencia es importante: el modelo de Wilson dimensiona el lote, pero la operativa real exige también saber en qué momento reponer. Si ya tienes clara esta separación, el ejemplo numérico se entiende mucho mejor.
Un ejemplo numérico que puedes seguir paso a paso
Voy a usar un caso sencillo, muy parecido a lo que se ve en compras de material estándar. Imagina un producto con una demanda anual de 12.000 unidades, un coste de pedido de 50 € y un coste de mantenimiento de 2 € por unidad y año.
| Paso | Cálculo | Resultado |
|---|---|---|
| 1 | Q* = √(2 × 12.000 × 50 / 2) | 775 unidades aprox. |
| 2 | Pedidos al año = 12.000 / 775 | 15,5 pedidos al año |
| 3 | Stock medio = 775 / 2 | 387,5 unidades |
| 4 | Coste anual de pedidos = 15,5 × 50 | 775 € |
| 5 | Coste anual de mantenimiento = 387,5 × 2 | 775 € |
El detalle interesante no es solo el número final. Lo importante es que, en el punto óptimo, el coste de pedir y el coste de almacenar quedan equilibrados. Si pides más, pagarás menos pedidos pero mantendrás demasiado inventario. Si pides menos, reducirás el stock medio, pero subirán las órdenes y el coste administrativo.
Si el plazo de entrega fuera de 8 días y la demanda media diaria de unas 33 unidades, el punto de pedido rondaría las 264 unidades antes de añadir stock de seguridad. Esa cifra sirve para no quedarte sin mercancía mientras llega el siguiente pedido. A partir de aquí, ya se ve con claridad por qué el modelo no es solo una fórmula, sino una forma de ordenar decisiones de compras y almacén.
Cómo se traduce en decisiones de compras, almacén y caja
En gestión y estrategia empresarial, el modelo de Wilson aporta una ventaja muy concreta: convierte el inventario en una variable controlable. No te dice únicamente cuántas unidades comprar; te ayuda a ajustar el pulso entre aprovisionamiento, tesorería y servicio al cliente.
| Área | Qué mejora | Qué vigilar |
|---|---|---|
| Compras | Reduce pedidos innecesarios y ordena la frecuencia de reposición | Que el coste de pedido esté bien calculado |
| Almacén | Evita exceso de stock y libera espacio | Que el coste de mantenimiento no se subestime |
| Tesorería | Libera capital circulante y reduce dinero inmovilizado | Que no se sacrifique liquidez por comprar demasiado |
| Servicio al cliente | Ayuda a mantener disponibilidad con una reposición más estable | Que el punto de pedido incluya el plazo real de entrega |
| Planificación | Da una base clara para previsión y aprovisionamiento | Que la demanda no esté cambiando más rápido que el modelo |
Desde una perspectiva directiva, yo lo veo como un modelo de disciplina. Obliga a revisar si un stock alto de verdad es necesario o si, en realidad, es un coste oculto que la empresa está aceptando por costumbre. También sirve para negociar mejor con proveedores: si sabes tu lote óptimo, puedes discutir plazos, cadencias y volúmenes con más criterio.
La siguiente pregunta lógica es cuándo esta herramienta deja de ser suficiente y conviene buscar otro enfoque más flexible.
Cuándo funciona bien y cuándo conviene otro enfoque
El modelo clásico funciona mejor cuando la demanda es bastante estable, el plazo de entrega no cambia mucho y el producto no sufre descuentos por volumen que distorsionen la decisión. En otras palabras, sirve bien para artículos de consumo regular, materias primas con rotación previsible y referencias que no cambian de forma brusca durante el año.
| Situación | ¿Wilson encaja bien? | Qué haría yo |
|---|---|---|
| Demanda estable y repetitiva | Sí | Usarlo como base de reposición |
| Descuentos por cantidad | Solo parcialmente | Comparar coste total con y sin descuento |
| Demanda estacional o muy irregular | No del todo | Trabajar con previsiones dinámicas o lotes variables |
| Plazo de entrega inestable | Con cautela | Introducir stock de seguridad y revisar lead time |
| Productos perecederos o con obsolescencia rápida | Limitado | Priorizar rotación y riesgo de caducidad |
| Ruptura de stock muy costosa | Insuficiente por sí solo | Añadir análisis de nivel de servicio y penalización por falta |
La limitación más importante es esta: el modelo tradicional presupone condiciones bastante ordenadas. Si la demanda cambia mucho de un mes a otro, si el proveedor no cumple siempre, o si el coste de quedarse sin producto es alto, usar solo Wilson puede quedarse corto. Ahí conviene combinarlo con stock de seguridad, revisión periódica o métodos de lotificación más dinámicos.
Con eso ya se entiende el marco general. Lo que falta es el paso más práctico: qué revisaría yo antes de ponerlo en marcha dentro de una empresa real.La comprobación que yo haría antes de ponerlo en marcha
Antes de automatizar este cálculo en una hoja de Excel o en un ERP, yo revisaría cinco cosas muy concretas: calidad del dato, coste real de pedido, coste real de almacenamiento, variabilidad de la demanda y plazo de entrega. Si una de esas piezas está mal medida, el resultado parecerá preciso, pero en realidad estará apoyado en una base frágil.
- Separaría el coste de pedido del coste de compra, porque no son lo mismo.
- Comprobaría si el coste de mantenimiento incluye almacén, seguros, merma y coste financiero.
- Miraría la demanda de los últimos meses para detectar si hay estacionalidad o picos repetidos.
- Definiría un stock de seguridad si el nivel de servicio es prioritario.
- Validaría el punto de pedido con el plazo real del proveedor, no con el teórico.
- Mediría después tres KPI: rotación de stock, frecuencia de pedido y tasa de rotura.
Si tuviera que dar una recomendación práctica para una pyme, sería esta: empieza con el modelo como referencia, no como verdad absoluta. Funciona muy bien para ordenar decisiones, pero solo da buenos resultados si las variables de entrada están bien estimadas y si alguien se ocupa de revisarlas con cierta disciplina. Esa combinación de cálculo y criterio es, al final, la parte más valiosa del modelo de Wilson.